
Meeting Bilstein’s zero-defect standard requires a systematic quality framework. As a leading sintered parts manufacturer, we achieve this through rigorous adherence to IATF 16949 certification. This commitment translates into tangible processes. Our team uses proactive defect prevention with tools like FMEA, and advanced in-process controls also guarantee every part meets exact specifications.
Laying the Foundation with IATF 16949 Core Tools
A commitment to IATF 16949 certification gives our manufacturer a powerful advantage. This system is built on five Core Tools. These tools create a structured process for quality management. They ensure every sintered part meets the highest automotive standards from the very beginning.
The five Core Tools provide a complete quality framework:
- Advanced Product Quality Planning (APQP): This tool creates a roadmap to develop products that satisfy customer requirements.
- Failure Mode and Effects Analysis (FMEA): This method proactively identifies and reduces risks in both product design and manufacturing processes.
- Measurement Systems Analysis (MSA): It validates the accuracy and reliability of all measurement equipment.
- Statistical Process Control (SPC): This uses statistics to monitor and control production, ensuring process stability.
- Production Part Approval Process (PPAP): This process formally verifies that the production process can consistently create parts that meet every customer specification.
Using these tools enhances trust with customers like Bilstein. It demonstrates a deep commitment to quality, improves supply chain efficiency, and reduces waste.
Proactive Quality Planning with APQP and PPAP
Success begins with a solid plan. Our manufacturer uses Advanced Product Quality Planning (APQP) to translate customer needs into a final product. This structured approach mitigates risks early and aligns the entire team toward a single goal. The APQP framework unfolds across five distinct phases:
- Planning and Defining the Program: The team first understands customer expectations. They define product goals and create a preliminary process flow.
- Product Design and Development: Engineers complete the part design. They conduct feasibility studies and create prototypes to ensure the design is manufacturable.
- Process Design and Development: The team plans the entire manufacturing process. This includes creating process flow charts, designing floor layouts, and establishing packaging standards.
- Product and Process Validation: This is a critical testing stage. The manufacturer runs significant production trials to validate both the part and the process.
- Production and Continuous Improvement: Full-scale production begins. The team gathers feedback to reduce process variations and improve customer satisfaction.
The APQP journey leads to the Production Part Approval Process (PPAP). PPAP is the final proof that the manufacturer is ready for mass production.
The PPAP submission is a formal declaration of quality. It provides objective evidence that all customer engineering design records and specification requirements are properly understood. It also proves the manufacturing process has the potential to produce product consistently meeting these requirements during an actual production run.
A complete PPAP package includes documents like the Part Submission Warrant, dimensional results, material test records, and the Control Plan. This comprehensive validation builds immense customer trust.
Identifying Risks with Failure Mode and Effects Analysis (FMEA)
Preventing defects is more effective than correcting them. Our manufacturer uses Failure Mode and Effects Analysis (FMEA) as a proactive tool to identify and eliminate potential problems before they occur. This analysis happens early in the planning stages for both the product design (DFMEA) and the manufacturing process (PFMEA).
The FMEA process systematically analyzes potential failures. The team identifies how a process could fail and what effect that failure would have on the customer. This analysis leads to the calculation of a Risk Priority Number (RPN).
The RPN quantifies risk by multiplying three key factors:
RPN = Severity (S) × Occurrence (O) × Detection (D)
| Factor | Question It Answers | Description |
|---|---|---|
| Severity (S) | How serious is the effect of the failure? | A high score means the failure has a critical impact on the final product or end-user. |
| Occurrence (O) | How likely is the cause of the failure to happen? | A high score indicates a frequent cause of failure. |
| Detection (D) | How easily can the failure be detected? | A high score means the failure is very difficult to find with current controls. |
A high RPN score flags a high-risk issue that requires immediate attention. The engineering team prioritizes the failure modes with the highest RPNs. They then develop and implement permanent corrective actions to eliminate the cause of the failure or improve its detection. This data-driven approach ensures resources are focused on the most critical areas, directly supporting the goal of zero defects.
How Our Sintered Parts Manufacturer Ensures Process Control
A solid plan is only the beginning. To meet Bilstein’s zero-defect standard, our manufacturer must maintain perfect control during production. This is where a deep commitment to process stability becomes critical. The team uses powerful statistical tools to monitor production in real time. This ensures every single component conforms to its design specifications, from the first part to the last. This rigorous oversight prevents deviations before they can become defects.
Real-Time Monitoring with Statistical Process Control (SPC)
Statistical Process Control (SPC) is the manufacturer’s primary tool for live production monitoring. It uses data to track process performance and identify trends. This proactive approach allows engineers to detect and correct process deviations, which maximizes efficiency and minimizes variability within the sintering process. Instead of waiting for a final inspection to find problems, the team uses SPC to keep the process stable and predictable.
The core of SPC is the control chart. Our manufacturer uses control charts like X-bar and R charts to monitor critical characteristics. These charts help distinguish between normal process variation (common cause) and unexpected problems (special cause).
- The X-bar Chart plots the average of samples over time. It monitors the process mean for characteristics that can be measured, such as part weight, temperature, or thickness.
- The R-chart plots the range within each sample. It monitors the consistency or variability of the process.
These two charts are always used together. The X-bar chart shows if the process is centered correctly, while the R-chart shows if the process variation is stable. For example, in a sintering furnace, the X-bar chart might track if the average temperature is on target, while the R-chart would show if the temperature is fluctuating too much. This combined insight is crucial for maintaining control.
By analyzing these charts, the production team can see if the process is operating as expected. If a data point falls outside the control limits, it signals a special cause variation. The team can then investigate and resolve the issue immediately, preventing the production of non-conforming parts. This data-driven method is fundamental to how a world-class sintered parts manufacturer achieves consistent quality.
Validating Data with Measurement Systems Analysis (MSA)
Accurate process control depends on accurate data. If the measurement tools are unreliable, the SPC charts are meaningless. This is why our sintered parts manufacturer performs Measurement Systems Analysis (MSA). MSA validates the entire measurement process, including the instruments, operators, and methods used to collect data.
A key part of MSA is the Gage Repeatability and Reproducibility (Gage R&R) study. This study quantifies the amount of variation in the measurement system itself. It answers critical questions:
- Is the measurement system reliable enough to trust the data?
- Are observed changes due to the process or inconsistent measurements?
- Does a measurement tool need calibration or repair?
- Do operators need more training to measure parts consistently?
The Gage R&R study separates variation into two main components:
- Repeatability: Variation that occurs when the same operator measures the same part multiple times with the same device. High repeatability variation points to a problem with the device.
- Reproducibility: Variation that occurs when different operators measure the same part with the same device. High reproducibility variation often points to a need for better operator training.
The results of the Gage R&R study are compared against industry-standard acceptance criteria. The total measurement system variation, or %GRR, should be as low as possible.
| %GRR (Gage R&R) | Acceptability |
|---|---|
| Less than 10% | The measurement system is acceptable. |
| 10% to 30% | The system may be conditionally acceptable based on the application’s importance and cost. |
| Greater than 30% | The measurement system is unacceptable and must be improved. |
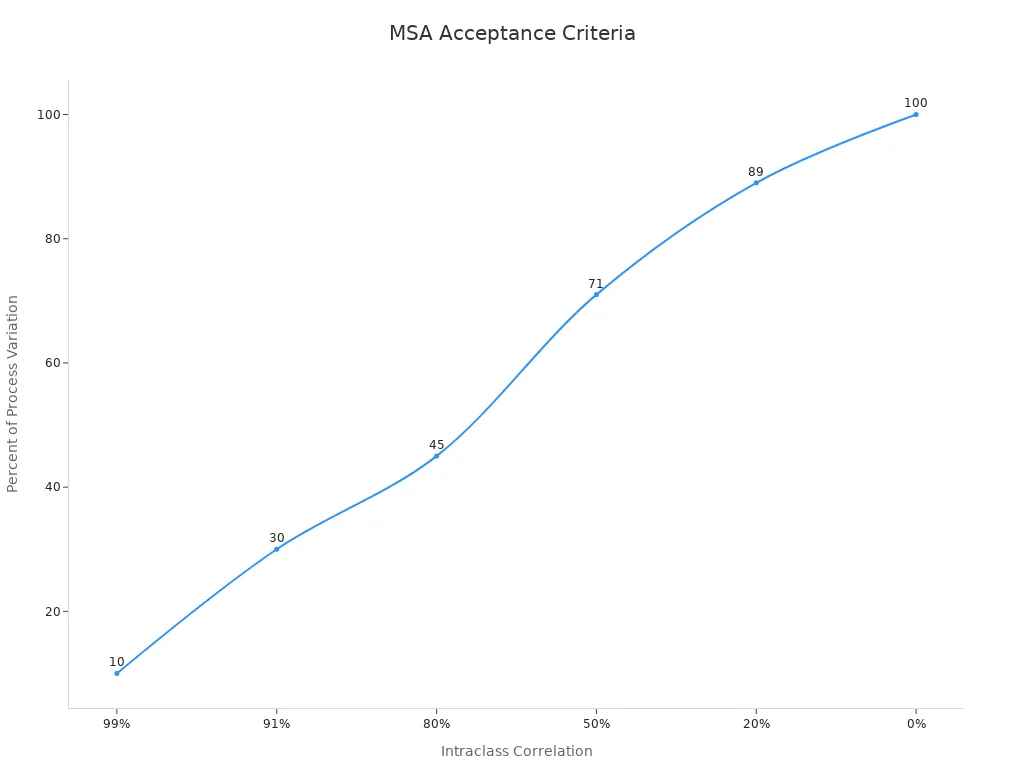
Additionally, the Automotive Industry Action Group (AIAG) requires that the measurement system have a Number of Distinct Categories (NDC) of 5 or greater. This ensures the system is sensitive enough to distinguish between different part measurements. By passing these rigorous MSA tests, the manufacturer proves its data is trustworthy, making its process control efforts truly effective.
Building Trust Through Traceability and Testing

Trust is built on transparency and proof. A world-class sintered parts manufacturer demonstrates its commitment to quality through two key pillars: comprehensive traceability and rigorous in-house testing. This combination provides undeniable evidence that every component meets the strictest standards from raw material to final shipment.
End-to-End Part Traceability and Containment
Knowing a part’s complete history is essential for quality assurance. The manufacturer implements end-to-end traceability using Direct Part Marking (DPM). Techniques like laser marking permanently etch a unique 2D data matrix code onto each component. This code links the physical part to its digital twin, which stores critical information like batch numbers, material sources, and production timings.
This robust system is fundamental for rapid quality control. If an issue ever arises, the team can instantly identify and isolate the affected products.
A complete traceability system allows the manufacturer to contain potential issues within hours, not days. This speed significantly reduces the impact of any quality event and protects the supply chain from disruption.
This capability ensures that only specific, identified batches are targeted for containment, preventing unnecessary recalls and reinforcing customer confidence.
In-House Quality Verification with Advanced Testing Equipment
The manufacturer validates every aspect of its sintered parts using a suite of advanced in-house testing equipment. This internal verification process confirms that all dimensional and material specifications are met.
Dimensional accuracy is confirmed using high-precision tools. A profile projector, also known as an optical comparator, is used for rapid 2D profile checks. For complex 3D geometries, a Coordinate Measuring Machine (CMM) maps the part’s surface against its CAD model with extreme accuracy.
Material integrity is also verified through multiple tests. The team performs hardness tests, such as the Rockwell Hardness Test, to ensure the material meets strength requirements. Non-Destructive Testing (NDT) methods are then used to find any hidden flaws without damaging the part.
| NDT Method | Purpose |
|---|---|
| Ultrasonic Testing (UT) | Uses sound waves to detect internal flaws like voids or cracks. |
| Radiographic Testing (RT) | Employs X-rays to create an image of the part’s internal structure. |
| Magnetic Particle Testing (MPT) | Reveals surface and near-surface defects in ferromagnetic materials. |
This powerful combination of traceability and in-house testing provides objective proof of quality for every single part.
Driving Excellence with Continuous Improvement
Achieving a zero-defect standard is not a one-time accomplishment; it is a continuous journey. Our sintered parts manufacturer embeds a culture of constant improvement into its operations. This philosophy centers on a relentless pursuit of perfection by eliminating waste and maximizing value for the customer. The team uses systematic checks and structured problem-solving to refine its processes daily, ensuring that excellence is a sustainable practice, not just a target.
The Role of Internal Audits and Management Reviews
Continuous improvement relies on a repeating cycle of planning, doing, checking, and acting (PDCA). Internal audits serve as the critical “Check” phase of this cycle. Trained auditors regularly examine manufacturing processes against the established IATF 16949 standards. They verify that procedures are followed correctly and identify any potential gaps or areas for improvement before they can impact quality.
The findings from these audits feed directly into formal management reviews, which represent the “Act” phase. During these meetings, top leadership analyzes performance data to make strategic decisions.
These reviews are comprehensive, data-driven assessments of the entire quality system. They ensure that improvement efforts are aligned with business goals and customer expectations.
Key topics covered during a management review include:
- The cost of poor quality
- Process efficiency and effectiveness
- Product conformance and manufacturing feasibility
- Customer satisfaction scores and warranty performance
- Risk analysis from tools like FMEA
This structured feedback loop ensures that the organization is always learning and evolving.
Implementing Permanent Fixes with 8D Problem-Solving
When a non-conformance is detected, the manufacturer employs the Eight Disciplines (8D) methodology to resolve it permanently. This structured approach ensures that the team addresses the root cause of a problem, not just its symptoms. The 8D process provides a clear roadmap for containment, correction, and prevention.
- D1: Form a Team
- D2: Describe the Problem
- D3: Implement Interim Containment Actions
- D4: Identify the Root Cause
- D5: Develop Permanent Corrective Actions (PCAs)
- D6: Implement and Validate PCAs
- D7: Prevent Recurrence
- D8: Recognize the Team
The power of 8D lies in its focus on permanence. After identifying the true root cause (D4), the team develops and validates corrective actions that eliminate it for good (D5 & D6). The final steps focus on updating systems and training to prevent the issue from ever happening again (D7). This disciplined method has proven highly effective in automotive manufacturing, with case studies showing its ability to reduce defect rates (PPM) to nearly zero.
Achieving Bilstein’s zero-defect standard is the direct result of the sintered parts manufacturer’s disciplined application of the IATF 16949 system. This commitment to perfection mirrors the philosophy of leaders like Rolls-Royce, where zero defects ensure ultimate safety and reliability. This proven capability in process control and risk management delivers significant benefits.
It enhances brand reputation, increases customer loyalty, and reduces failure costs. Ultimately, this focus ensures the sintered parts manufacturer delivers flawless components for the most demanding automotive applications.
FAQ
What is the primary quality standard the manufacturer follows?
The manufacturer adheres to the IATF 16949 certification. This automotive quality system provides a complete framework for quality management. It ensures every sintered part meets the highest industry demands through proactive risk management and process control.
How does the manufacturer prevent defects before production starts?
The manufacturer uses Failure Mode and Effects Analysis (FMEA). This proactive tool identifies potential risks in both design and manufacturing. The team then develops permanent fixes to eliminate these risks, directly supporting the zero-defect goal.
What proof shows the manufacturing process is ready for production?
The manufacturer submits a Production Part Approval Process (PPAP) package. This provides objective evidence, including material tests and dimensional results. It proves the process can consistently produce parts that meet all customer specifications.
How does the manufacturer handle a quality issue if one is found?
The team uses the Eight Disciplines (8D) problem-solving method. This structured approach identifies the problem’s true root cause. It ensures the implementation of a permanent fix, which prevents the issue from recurring.