
As a professional shock absorber piston rod manufacturer, MAX has been committed to producing high-precision, durable and reliable shock absorber piston rods for decades. Our products are mainly applied in the automotive industry, serving a wide range of scenarios including passenger cars, commercial vehicles, off-road vehicles and new energy vehicles, as well as industrial shock absorption equipment and engineering machinery shock absorption systems. As a core component of shock absorbers, the piston rod directly determines the shock absorption effect, driving safety and riding comfort of vehicles and equipment. With advanced production equipment, mature manufacturing technology and a strict quality control system, we have won the trust and recognition of customers worldwide, including well-known shock absorber assemblers and automobile manufacturers. Below is a detailed introduction to our shock absorber piston rod manufacturing process, customized services, comprehensive quality inspection system and high-standard packaging.

1. Professional Shock Absorber Piston Rod Manufacturing Process
MAX adheres to the principle of “precision in every step” and strictly controls each link of the manufacturing process to ensure the stability and performance of each shock absorber piston rod. As a frequently moving and technically demanding component, the shock absorber piston rod needs to withstand frequent vibration and impact during operation, so its manufacturing process has higher requirements for precision and durability. The whole process covers four core stages, from raw material selection to finished product delivery, with scientific and standardized operation:

1.1 Raw Material Selection & Pretreatment
We select high-quality raw materials in strict accordance with international standards, focusing on alloy steels (CK 45, 4140, SCM 440, 42CrMo) and stainless steel (304, 316) that are suitable for shock absorber working conditions, which are carefully screened to ensure excellent mechanical properties, corrosion resistance, wear resistance and fatigue resistance—key performance indicators for shock absorber piston rods under long-term high-frequency vibration. After selection, the raw materials undergo pretreatment processes such as annealing and normalizing to eliminate internal stress, improve cutting performance, and lay a solid foundation for subsequent precision processing, ensuring the rod does not deform during high-frequency reciprocating motion.
1.2 Cutting & Precision Machining
The pretreated raw materials are first cut into blanks of appropriate length by professional cutting equipment. Then, through advanced CNC turning, grinding and polishing techniques, we carry out rough machining, semi-finishing and finishing operations sequentially. The rough machining ensures the basic shape and size, leaving a reasonable machining allowance; the semi-finishing improves the precision and surface quality; the finishing adopts high-precision grinding and polishing equipment, which can control the surface roughness to Ra 0.2 – 0.4 μm, the straightness to ≤ 0.5 / 1000, and the diameter tolerance to H7, H8 or H9 levels. This high precision ensures the shock absorber piston rod fits tightly with the shock absorber cylinder and seal, avoiding oil leakage and ensuring stable shock absorption performance during reciprocating motion. For piston rods with special structures such as threads and keyways (used for connecting shock absorber pistons and end parts), we use professional equipment for precision processing to ensure connection reliability and structural stability under frequent vibration.
1.3 Surface Treatment
Surface treatment is a key link to improve the service life and corrosion resistance of shock absorber piston rods, as they are often exposed to harsh environments such as humidity, dust and road debris. MAX mainly adopts induction hardening, chrome plating, gas nitriding and HVOF supersonic flame spraying technologies according to different application scenarios (e.g., automotive, industrial shock absorption). The most commonly used chrome plating process forms a hard chrome layer of 0.02~0.05mm on the surface of the piston rod through electrochemical reaction, which can increase the surface hardness to HV800~1000, significantly improving wear resistance and corrosion resistance, and effectively reducing wear caused by friction with seals during reciprocating motion. For environmentally friendly requirements, we also provide high-speed laser cladding technology as an alternative to hard chrome plating, which achieves better corrosion resistance and surface quality. After surface treatment, we also perform secondary grinding and polishing to ensure the surface smoothness and uniformity of the coating, further enhancing the matching performance with seals.
1.4 Cleaning & Preliminary Inspection
After the surface treatment is completed, the shock absorber piston rods are cleaned by ultrasonic equipment to remove oil, metal chips and other impurities on the surface, ensuring no residues that affect the sealing performance and service life of the shock absorber. At the same time, preliminary inspection of size, surface quality and other indicators is carried out to eliminate unqualified products in advance and ensure that only products that meet the basic requirements enter the formal quality inspection link, laying a foundation for the final product performance.
2. Comprehensive Customized Services
MAX deeply understands that different types of shock absorbers (hydraulic, pneumatic, electromagnetic) and application scenarios (passenger cars, commercial vehicles, industrial equipment) have unique requirements for piston rods, and off-the-shelf products cannot fully meet the diverse needs of customers. Therefore, we provide flexible and comprehensive customized services to create tailor-made shock absorber piston rod solutions for each customer.
Our customized services cover all aspects of shock absorber piston rod design and production: customers can define the size, geometry, material, surface treatment and tolerance level according to their actual working conditions, drawings or samples. Whether it is a hollow shock absorber piston rod, stepped piston rod or other special types, our professional engineering team will provide technical guidance throughout the process, optimize the design plan according to the shock absorption load, stroke length and working environment (e.g., high temperature, humidity, dust), and ensure that the customized piston rod not only meets the customer’s requirements but also has excellent fatigue resistance and a long service life under high-frequency vibration. We strictly follow international standards such as DIN 2391, EN 10305, GB/T 1619 and GOST in the customization process to ensure the quality and compatibility of the products, which can be perfectly matched with various types of shock absorbers.
3. Perfect Quality Inspection System
Quality is the core of MAX’s development. As a key safety component of shock absorbers, the quality of the piston rod directly affects driving safety and equipment operation stability, so we have established a complete and strict quality inspection system covering the entire production process, from raw material incoming inspection to finished product delivery inspection, with professional testing equipment and a professional inspection team to ensure that every shock absorber piston rod leaving the factory meets international standards and customer requirements.
3.1 Multi-link Inspection Process
• Incoming Inspection: We conduct strict quality testing on raw materials, including material composition analysis, mechanical performance testing (especially fatigue resistance testing) and surface defect inspection, to ensure that the raw materials meet the production standards of shock absorber piston rods and eliminate unqualified raw materials from the source, laying a solid foundation for product quality.
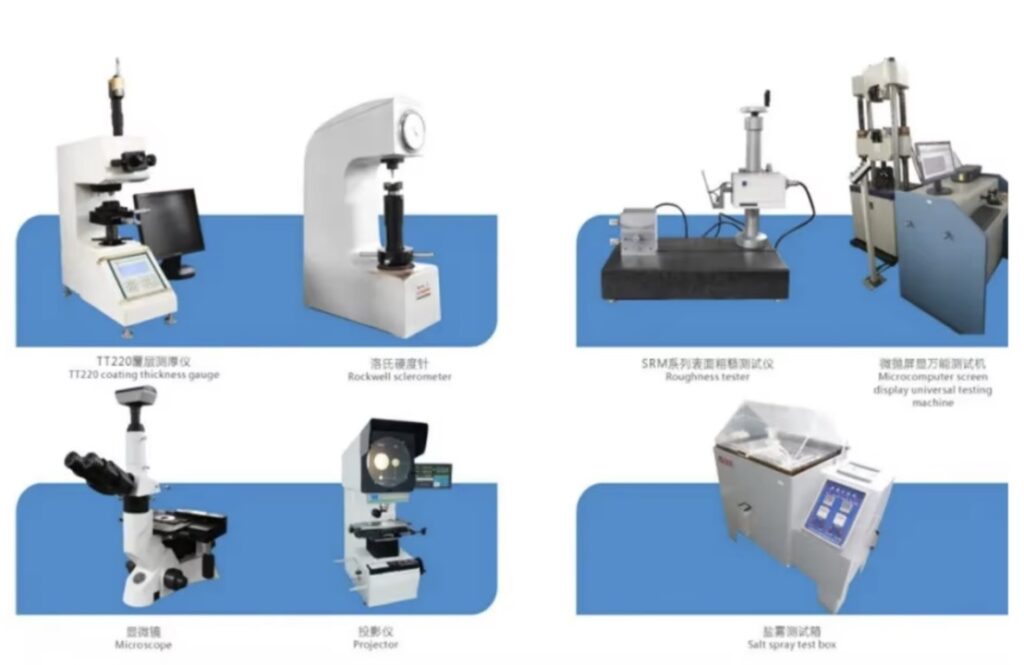
• In-process Inspection: During the manufacturing process, we conduct real-time inspection on key links such as precision machining and surface treatment. For precision machining, we use high-precision measuring tools such as micrometers, dial indicators and coordinate measuring machines to detect diameter, straightness, surface roughness and other indicators, ensuring that each machining step meets the set standards. For surface treatment, we inspect the thickness, uniformity and adhesion of the coating, avoiding problems such as coating peeling and uneven thickness that affect the service life of the piston rod. Any unqualified products detected in the process will be marked and reworked or scrapped in a timely manner to prevent them from entering the next process.
• Finished Product Inspection: After the entire manufacturing process is completed, the shock absorber piston rods undergo a comprehensive finished product inspection. This includes a full range of size detection, surface quality inspection, mechanical performance testing (fatigue test, hardness test) and corrosion resistance testing (salt spray test). We use professional testing equipment to simulate the actual working environment of the piston rod, test its fatigue resistance under long-term high-frequency vibration, and ensure that it can maintain stable performance in harsh working conditions. Only products that pass all inspection items can be labeled and put into storage, ensuring that every product delivered to customers is qualified.
·Standard Export Packaging: Independent single product packaging, anti-collision foam, carton outer packing and pallet packing. Real packaging photos are available to ensure intact goods during long-distance transportation and sea/land logistics