
1. Overview: Structure of the Piston Inside a Shock Absorber
A vehicle shock absorber is far more than a simple spring; essentially, it is a hydraulic device that converts suspension movement into heat. The piston acts as the core flow control unit of this hydraulic system.
You can visualize a shock absorber as an oil-filled syringe. As the piston rod moves up and down, the piston travels through the oil. Oil cannot vanish, so it is forced through narrow passages regulated by small orifices and valve discs on the piston. The resistance generated when oil flows through these restricted channels is known as damping.
A common misconception to clarify: shock absorber pistons differ fundamentally from engine pistons. Engine pistons withstand combustion pressure and drive crankshaft rotation, while shock absorber pistons reciprocate within hydraulic fluid to govern oil flow and generate damping force.

2. Core Functions of the Shock Absorber Piston
2.1 Convert Suspension Motion Into Regulated Oil Flow
When wheels pass over potholes, speed bumps or road seams, the vehicle spring compresses and rebounds freely. Without a piston, the car body would bounce endlessly like a trampoline. The piston forces oil to pass through controlled channels to suppress this bouncing motion.
2.2 Separate Compression Damping and Rebound Damping
The piston operates in two distinct travel directions:
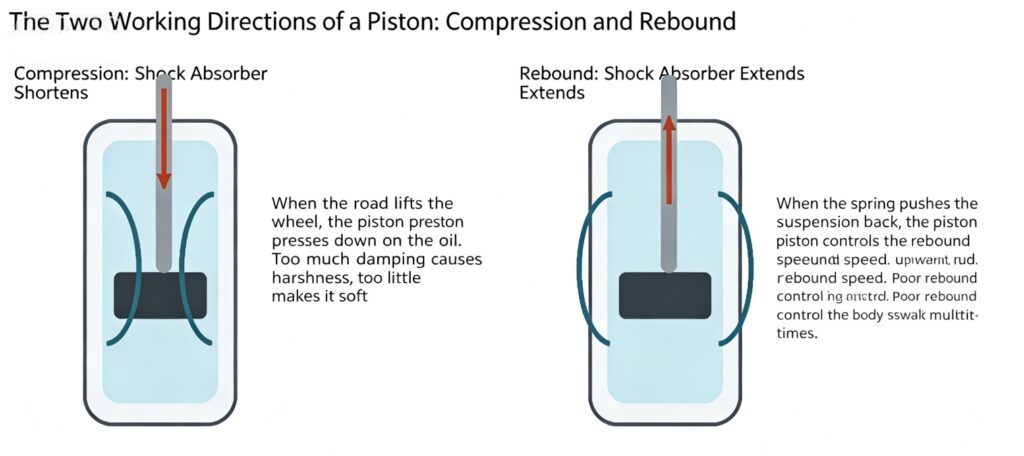
- Compression Stroke
- Scenario: The road surface pushes the wheel upward, shortening the shock absorber.
- Task of the piston valve assembly: Regulate oil flow between upper and lower oil chambers; some designs divert partial oil flow via the base valve.
- Driving impact: Determines how harsh the ride feels over bumps and the risk of bottoming out.
- Rebound Stroke
- Scenario: The spring pushes the suspension back to its original position, extending the shock absorber.
- Task of the piston valve assembly: Control the rate of energy release from the spring.
- Driving impact: Governs how many times the body bounces before settling, high-speed stability, and tire road adhesion.
Supporting diagram explanation:
- Compression motion (shock absorber shortens): The road lifts the wheel, pushing the piston down to squeeze hydraulic fluid. Excessively high damping creates a stiff, jarring ride; insufficient damping results in a floaty feel.
- Rebound motion (shock absorber lengthens): The spring rebounds the suspension, pulling the piston upward to limit rebound speed. Poor rebound control causes repeated body bouncing.
2.3 Enable Tunable Suspension Characteristics
Key vehicle handling traits—comfort, sport responsiveness, stability and agility—are largely defined by piston valve calibration. Engineers adjust damping curves by modifying orifice diameter, valve disc thickness, valve disc quantity, preload force, bleed hole size and piston outer diameter.
- High low-speed damping: Firm body posture control, reduced nose dive under braking, squat under acceleration and body roll during cornering. Excessively high low-speed damping creates a harsh ride over minor everyday bumps.
- High high-speed damping: Amplified impact harshness over deep potholes, uneven gravel and road joints. Optimized high-speed pressure relief prevents rigid, jarring contact with rough surfaces.
3. Common Piston Materials: Why Random Metal Cannot Be Used
Shock absorber pistons operate in harsh working conditions: high-speed reciprocation in hydraulic fluid, constant pressure differential, integrated assembly with valve discs, piston rods and lock nuts, and consistent dimensional stability under extreme high/low temperatures and prolonged vibration. Material selection centers on four core criteria: strength, precision, wear resistance and manufacturability.
Breakdown of materials for each sub-component:
- Piston Main Body
- Standard Materials: Powder metallurgy sintered iron, low/mid-carbon steel, aluminum alloy
- Rationale: Stable dimensional accuracy, sufficient mechanical strength, and machinable oil flow channels. Powder metallurgy excels for mass production with complex port geometries and low manufacturing costs.
- Standard Processes: Powder compaction & sintering, sizing, CNC machining, deburring, surface finishing
- Valve Discs / Stack Discs
- Standard Materials: Spring steel, stainless spring steel
- Rationale: Valve discs undergo repeated bending cycles like ultra-thin springs, requiring outstanding fatigue resistance and consistent elastic performance.
- Standard Processes: Precision stamping, laser cutting or etching, heat treatment, deburring, thickness sorting
- Guide Band / Piston Ring
- Standard Materials: PTFE composite, filled PTFE, engineering plastic, metal-backed composite tape
- Rationale: Creates low-friction sliding contact between piston and cylinder tube to eliminate direct metal-to-metal scoring.
- Standard Processes: Mold sintering, cutting, rolling, split forming, press fitting
- Small One-Way Valve Springs
- Standard Materials: Spring steel, stainless steel
- Rationale: Opens specific oil passages in one travel direction and fully seals them in the reverse direction.
- Standard Processes: Spring coiling, heat treatment, shot blasting, fixed-length sorting
- Lock Nut / Shim Washer
- Standard Materials: Carbon steel, alloy steel, stainless steel
- Rationale: Secures the piston and valve stack to the end of the piston rod with stable clamping force.
- Standard Processes: Cold forging, turning, heat treatment, anti-loosening treatment, zinc plating / phosphating
3.1 Powder Metallurgy Sintered Iron: Mass-Production Standard Piston Material
Most mass-market shock absorber pistons adopt powder metallurgy manufacturing. Simply put, metal powder is compacted into a near-net-shape blank, then sintered at high temperature to fuse powder particles into a rigid finished component.
Key advantages: High-volume production suitability, consistent dimensional accuracy, high material utilization, and capability to form complex oil ports and stepped geometries.
For layman reference: Powder metallurgy can be analogized to a “metal compressed biscuit”: powder is pressed into shape, then sintered to form a solid, high-strength precision component (not a porous fragile biscuit).
3.2 Machined Steel / Aluminum Pistons: For Performance, Racing & Rebuildable Shocks
Performance and racing shock absorbers frequently use fully machined pistons fabricated from steel, aluminum or specialty alloys. CNC machining precisely fabricates flow channels, stepped surfaces, valve disc support lands and bleed holes.
Drawbacks: Higher production costs, but maximum tuning flexibility for low-volume, multi-spec rebuildable shock lines.
3.3 Valve Disc Materials Are More Performance-Sensitive Than Piston Bodies
If the piston body is a door frame, valve discs are the door itself. When hydraulic pressure reaches a threshold, the thin discs flex to open oil flow paths; when pressure drops, they reseal flush against the piston face.
Valve discs measure only fractions of a millimeter thick, yet they dictate opening pressure, flow capacity and actuation timing. A thickness variance of merely 0.05 mm can drastically alter the shock’s damping curve.
4. Manufacturing Workflow: How a Shock Absorber Piston Is Produced
A shock absorber piston resembles a simple small disc, yet its end-face flatness, orifice size, chamfer geometry, valve support lands, guide band groove width and surface cleanliness all directly impact damping performance. Below is the standard workflow for powder metallurgy pistons (the most common mass-production variant):
- Powder Blending & Mixing: Lubricants, alloying elements and minor additives are blended with metal powder to stabilize compaction and sintered mechanical consistency.
- Compaction: Metal powder is pressed via custom dies to form near-net-shape blanks; preliminary steps create stepped profiles, through-orifices and recessed grooves.
- Sintering: High-temperature heating under controlled protective atmosphere fuses powder particles (temperature remains below full metal melting point).
- Sizing / Coining: Secondary die pressing calibrates dimensions, improving circularity and end-face flatness tolerances.
- Precision Machining: CNC fabrication of critical flow ports, bleed holes, valve disc support lands and guide band grooves requiring tight dimensional control.
- Deburring & Ultrasonic Cleaning: Loose edge burrs risk jamming valve assemblies or scoring cylinder tubes; insufficient cleanliness triggers premature component failure.
- Inspection & Sorting: Metrology checks for outer diameter, thickness, bore size, flatness, surface roughness, hardness and visual defects.
4.1 Machined Piston Manufacturing Highlights
Machined pistons start from solid metal bar stock or forgings, completed via CNC turning, milling, drilling, chamfering, deburring and surface finishing.
Pros: Unlimited flexibility for custom oil flow channel designs, ideal for premium, racing and rebuildable shock absorbers.
Cons: Higher unit cost and slower mass production throughput compared to powder metallurgy.
4.2 Valve Disc Manufacturing Presents Hidden Complexity
Valve discs are ultra-thin stamped components; edge burrs, heat treatment warpage and thickness inconsistency shift opening pressure values. For high-consistency production lines, valve discs undergo strict thickness sorting and elastic performance validation. Even a 0.05 mm thickness deviation visibly distorts the damping curve.
5. Classification of Shock Absorber Piston Types
Pistons can be categorized by structural design (fixed-orifice valve, stacked disc valve, linear/progressive/degressive characteristic, bypass valve, spool valve) or application (twin-tube working piston, monotube piston, remote reservoir piston, racing adjustable piston). Each type is detailed below:
5.1 Fixed Orifice Valve Piston: Basic Oil Flow Control
Found in early and low-cost shock absorber designs, these pistons regulate fluid flow through fixed small orifices and simple single-piece valves. The fixed orifice acts like a narrow faucet opening, generating greater resistance as fluid velocity rises.
- Advantages: Simple construction, low cost, suitable for entry-level light-load applications
- Limitations: Limited tuning flexibility; poor high-speed impact absorption; cannot balance comfort and handling performance simultaneously
5.2 Stacked Disc Valve Piston: Mainstream Core of Modern Hydraulic Shocks
Stacked thin spring steel valve discs are mounted on both sides of the piston. At low piston speeds, oil primarily flows through bleed holes or tiny disc gaps; under high-speed impact, the discs flex widely to release large fluid volumes, delivering complex, progressive damping curves.
The defining advantage of this design is full tunability: engineers adjust disc diameter, thickness, quantity, stacking sequence and support shims to precisely control actuation timing, opening area and flow rate.
- Advantages: Broad tuning range, balanced comfort and handling, universal application across passenger cars, performance vehicles, modified suspensions and off-road equipment
- Limitations: Complex design, strict requirements for component cleanliness and consistent assembly stacking order
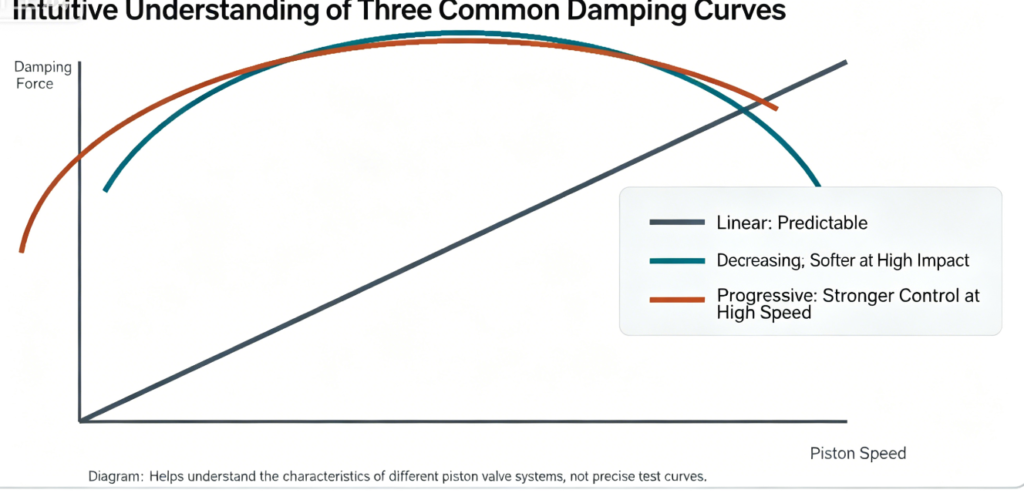
5.3 Degressive Piston: Compromises Rigidity Under Heavy Impact
Degressive damping delivers firm low-speed support while damping force rises moderately at high piston speeds. In layman’s terms, it tightly controls slow body sway but avoids harsh rigid resistance when encountering sudden large potholes.
This performance is achieved via fast-actuating valve discs, oversized high-speed flow passages or specialized piston port geometries, making it ideal for daily commuter vehicles, sport street cars and comfort-focused modified suspensions.
Key consideration: Excessive high-speed pressure relief reduces vehicle handling feedback.
5.4 Progressive Piston: Damping Force Sharply Increases With Speed
Progressive damping generates rapidly rising resistance at high piston velocities, delivering strong suspension motion control. This design suits heavy-load vehicles, dedicated off-road platforms and race setups requiring restricted fast compression/rebound travel.
Key consideration: Overly aggressive progressive tuning transmits harsh road impact directly to the cabin.
5.5 Linear Piston: Predictable, Uniform Damping Growth
Linear damping force increases proportionally with piston speed, delivering fully predictable performance. Used primarily for engineering validation, certain race vehicles and simple baseline calibration projects.
Limitation: Real-world road surfaces feature complex variable inputs; mass-production passenger vehicles require modified low/high-speed tuning adjustments.
5.6 Bleed Hole Piston: Optimized for Minor Suspension Travel
Bleed holes (permanent small bypass channels) govern low-speed damping and subtle micro-movement. Larger bleed holes enable softer small-bump compliance for improved ride comfort; smaller bleed holes stabilize body posture but amplify harshness over minor road imperfections.
Key consideration: Oversized bleed holes cause excessive body float and sway.
5.7 One-Way Valve Piston: Directional Fluid Flow Separation
Integrated one-way valves open dedicated oil passages exclusively during compression or rebound strokes, enabling asymmetric damping performance within a single piston assembly. For example, increased rebound damping paired with softer compression damping is a common calibration.
Key consideration: Jammed one-way valves trigger abnormal noise and erratic damping force.
5.8 Spool / Plunger Valve Piston: Premium Predictable Performance Solution
Traditional stacked disc valves rely on thin steel disc deflection to regulate flow, yet disc deformation, oil temperature fluctuation and assembly tolerances introduce performance variability. Spool valve pistons use precision-machined flow galleries and sliding plungers to create consistent, repeatable pressure-flow relationships. This technology is widely deployed in premium performance and racing suspensions.
- Advantages: Superior repeatability and predictable damping curves
- Limitations: High manufacturing cost, ultra-tight precision machining requirements
5.9 Position-Sensitive Piston / Bypass System: Variable Tuning Across Suspension Travel
Standard pistons operate purely based on piston velocity, while position-sensitive systems also respond to the piston’s location within the cylinder tube. The suspension delivers soft, compliant damping through mid-travel, then ramps up damping force near full compression/extension to prevent bottoming out. Off-road bypass tube shocks and position-dependent damping architectures utilize this design logic.
- Advantages: Mid-stroke comfort, reinforced end-stroke support, anti-bottoming performance
- Limitations: Complex mechanical structure, elevated calibration and maintenance requirements
Full comparison of all piston & valve assembly types:
- Fixed Orifice / Simple Valve Piston
- Core Features: Fluid flow controlled via fixed orifices and basic single-piece valves
- Functional Difference in Shock Absorbers: Delivers baseline damping with simple construction; limited adaptability to complex road conditions
- Suitable Scenarios: Low-cost, light-load applications
- Critical Notes: Struggles to balance ride comfort and handling performance
- Stacked Disc Valve Piston
- Core Features: Valve discs flex proportionally to fluid pressure; opening area varies with piston speed
- Functional Difference in Shock Absorbers: Precisely distributes low-speed and high-speed damping; core tuning component for modern shock absorbers
- Suitable Scenarios: Passenger vehicles, performance cars, modified suspensions, off-road equipment
- Critical Notes: Assembly stacking order, surface cleanliness and valve disc thickness are all vital performance factors
- Degressive Piston
- Core Features: Robust low-speed support; damping force does not spike excessively at high speed
- Functional Difference in Shock Absorbers: Balances stable body posture and comfort over heavy impact inputs
- Suitable Scenarios: Daily commuter vehicles, sport street cars
- Critical Notes: Excessive high-speed pressure relief diminishes handling feedback
- Progressive Piston
- Core Features: Damping force intensifies as piston speed rises
- Functional Difference in Shock Absorbers: Enhances large-motion control and suppresses rapid compression/rebound travel
- Suitable Scenarios: Heavy-load vehicles, select off-road platforms, specialized race suspension calibrations
- Critical Notes: Over-aggressive tuning amplifies road impact harshness
- Bleed Hole Piston
- Core Features: Permanent small-volume bypass flow channel
- Functional Difference in Shock Absorbers: Primarily governs low-speed micro-movement and initial suspension response
- Suitable Scenarios: Passenger vehicles requiring refined ride comfort
- Critical Notes: Over-sized bleed holes induce excessive body sway
- One-Way Valve Piston
- Core Features: Oil passages open or seal based on travel direction
- Functional Difference in Shock Absorbers: Creates distinct asymmetric compression and rebound damping characteristics
- Suitable Scenarios: Most modern hydraulic shock absorbers
- Critical Notes: Jammed one-way valves generate abnormal noise and erratic damping force
- Spool / Plunger Valve Piston
- Core Features: Flow regulated via precision-machined galleries and sliding valve spools
- Functional Difference in Shock Absorbers: Boosts performance repeatability and predictability; eliminates performance variance from valve disc deflection
- Suitable Scenarios: High-end performance vehicles, motorsport race cars
- Critical Notes: High production cost, extreme precision machining requirements
- Position-Sensitive / Bypass System Piston
- Core Features: Damping performance responds to both piston velocity and suspension travel position
- Functional Difference in Shock Absorbers: Balanced mid-stroke comfort, reinforced end-stroke support, anti-bottoming protection
- Suitable Scenarios: Off-road vehicles, long-travel suspensions, specialty industrial applications
- Critical Notes: Complex mechanical structure, advanced calibration and maintenance demands
Vehicle-Specific Piston Selection Logic
No universal piston design exists; piston architecture must align with the core design objectives of each vehicle category:
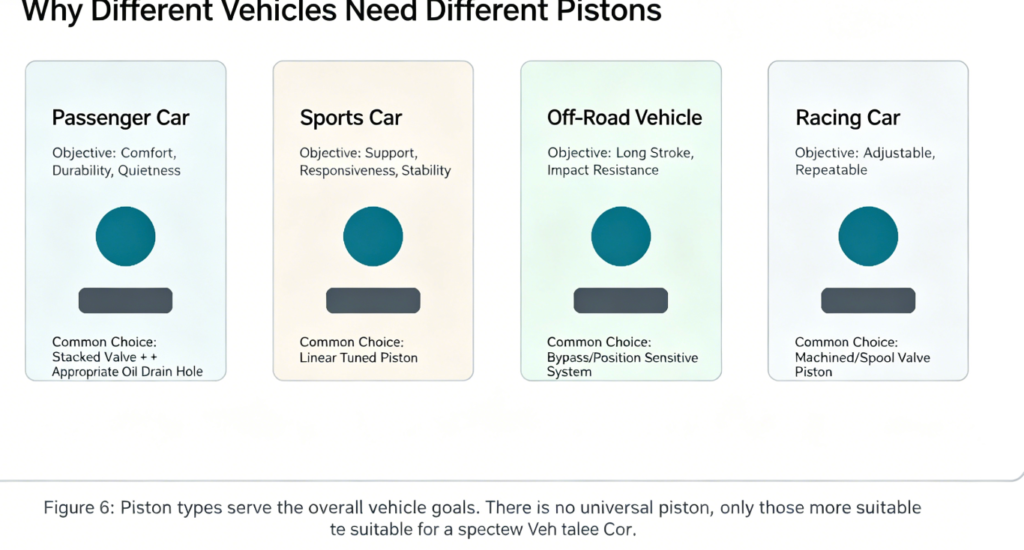
- Family Passenger Cars
- Core Goals: Comfort, durability, quiet operation
- Standard Piston Choice: Stacked disc valve piston with optimized bleed hole sizing
- Sport Performance Vehicles
- Core Goals: Firm support, fast response, stable body posture
- Standard Piston Choice: Degressive or linearly calibrated stacked disc piston
- Off-Road Vehicles
- Core Goals: Long suspension travel, heavy impact resistance
- Standard Piston Choice: Bypass / position-sensitive damping systems
- Race Motorsport Vehicles
- Core Goals: Full adjustability, consistent repeatable performance
- Standard Piston Choice: Fully machined spool valve pistons
Caption for reference diagram: Figure 6 – Piston design must align with vehicle-level performance targets. There is no one-size-fits-all piston; only designs optimized for specific vehicle types and operating environments.
6. Quality Control Standards & Common Failure Modes
While the piston assembly is hidden inside the shock absorber, valve system defects produce immediately noticeable degradation in driving performance, including damping fade, abnormal noise, mechanical binding, left-right damping imbalance and hydraulic fluid contamination.
6.1 Key Quality Inspection Criteria
- Outer Diameter & Circularity
- Importance: Governs concentric alignment between piston and cylinder tube, uniform contact with the guide band
- Potential Defects: Irregular friction, uneven wear, unstable damping force
- End-Face Flatness
- Importance: Ensures full flush contact between valve discs and piston sealing surface
- Potential Defects: Increased fluid leakage, reduced low-speed damping output
- Orifice Diameter & Edge Chamfer
- Importance: Orifice size establishes baseline fluid flow capacity; chamfer geometry minimizes turbulent flow loss
- Potential Defects: Damping curve deviation, operational noise, increased cavitation risk
- Valve Disc Thickness & Hardness
- Importance: Valve disc opening pressure is determined by elastic modulus and physical geometry
- Potential Defects: Left-right damping imbalance, abnormal ride comfort or body support performance
- Surface Cleanliness
- Importance: Loose particulate contaminants jam valve assemblies, score cylinder walls or damage oil seals
- Potential Defects: Premature oil leakage, abnormal rattling noise, complete damping failure
- Assembly Stacking Order & Lock Nut Clamping Force
- Importance: Valve disc stacking sequence defines the full damping curve; nut clamping force locks assembly dimensional stability
- Potential Defects: Incorrect suspension calibration, loose internal components, abnormal noise or catastrophic internal damage
6.2 Observable Symptoms for End Users & Service Technicians
When piston valve discs suffer wear, binding, misassembly or fluid contamination, drivers will experience these tangible issues:
- Excessive body bouncing after passing speed bumps
- Uneven ride stiffness between the left and right vehicle sides
- Reduced tire road adhesion on continuous bumpy pavement
- Clunking, tapping or air starvation intake noises from the suspension
- Unstable body posture during high-speed lane changes or hard braking
- New shock absorber left-right performance mismatch, caused by inconsistent internal valve assembly or oil/gas charging tolerances
Service Note: Most factory OEM passenger car shock absorbers are non-serviceable sealed units; full shock replacement is required for damaged piston valve assemblies. Rebuildable serviceable structures are standard for racing, off-road and premium modified shock lines, allowing independent replacement of valve discs, hydraulic fluid, sealing components and piston subassemblies.
7. Quick Reference FAQ Summary
- What materials are used for shock absorber pistons? Sintered powder metallurgy iron, steel or aluminum alloy are common for piston bodies; valve discs are predominantly spring steel; guide rings utilize PTFE composite materials.
- How are shock absorber pistons manufactured? Mass production relies on powder metallurgy: powder blending, compaction, sintering, sizing, CNC machining, cleaning and inspection. High-end performance pistons are fully CNC machined from solid bar stock.
- What core function does the piston perform? It regulates fluid flow path, flow volume and flow timing, independently defining compression damping and rebound damping characteristics.
- What differentiates various piston designs? Key distinctions lie in oil gallery geometry, valve disc stacks, bleed hole sizing, one-way valve integration and calibrated damping curves. Varied designs deliver divergent performance in ride comfort, body support, impact resistance and adjustability.
- Why is the piston a critical component? It is one of the core internal shock absorber components that directly shape driving feel. Vehicle stability, harshness over bumps and rebound speed are all governed by the piston valve assembly.
Closing Summary Takeaway
The shock absorber piston does not physically support vehicle weight; its sole function is to regulate hydraulic fluid flow. By utilizing precision orifices, thin valve discs, bleed bypass channels and directional one-way valves, it converts uncontrolled spring oscillation into calibrated damping force.
Analogy: If a shock absorber is compared to a hydraulic braking system, the piston acts as its primary flow control valve. Despite its compact size, it fully defines the unique performance character of the entire shock absorber assembly.